在UG编程过程中,刀具的选择直接影响加工效率、精度及模具使用寿命。以下内容基于实践经验总结,旨在为刀模具加工提供参考,请根据实际加工条件灵活调整。
一、刀具选择的基本原则
- 材料匹配性:针对模具材料(如P20、H13、不锈钢等)选择适配的刀具材质,例如硬质合金刀具适用于高硬度钢料,金刚石刀具适合石墨电极加工。
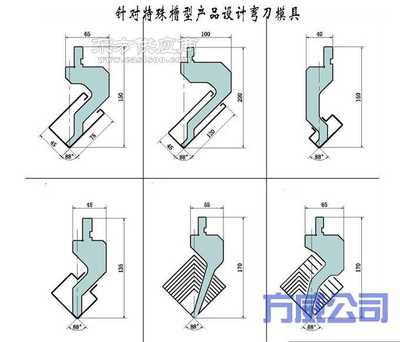
- 几何参数优化:根据加工特征选择刀具类型,如平底刀适合平面铣削,球头刀适用于曲面精加工,圆鼻刀兼顾效率与强度。
- 刚性平衡:长径比过大易导致振动,粗加工优先选用短刃刀具,深腔加工可采用加长杆刀具并降低切削参数。
二、典型加工场景的刀具配置
- 粗加工阶段:选用大直径多刃立铣刀(如φ20-φ32)配合波浪刃设计,实现高效排屑与材料去除。
- 半精加工阶段:采用圆角刀具(R1-R3)过渡,避免尖角应力集中,为精加工预留均匀余量。
- 精加工阶段:根据表面要求选择2刃/3刃球头刀,镜面加工建议使用金刚石涂层刀具。
三、UG编程中的关键设置
- 切削参数联动:在UG切削参数模块中,根据刀具厂商推荐值设置线速度、每齿进给量,薄壁结构需降低径向切深。
- 刀路策略优化:等高铣削适用于陡峭区域,曲面区域建议使用流线铣,转角部位应添加圆弧过渡避免刀具急停。
- 刀具库管理:建立标准化刀具数据库,关联刀具寿命参数,系统自动预警换刀时间。
四、常见问题与应对措施
- 刀具崩刃:检查装夹精度与切削参数,硬质加工可改用韧性更好的超细晶粒刀具。
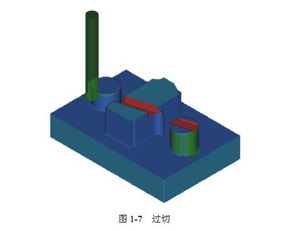
- 过切现象:精加工时设置刀具半径补偿,复杂曲面建议使用残留模型计算。
- 效率提升:粗加工采用插铣工艺,精加工使用变轨距策略减少空行程。
注:实际加工需结合机床动态特性、冷却方式及工件装夹方案进行综合判断,建议通过试切验证刀具选择合理性。